Saw production planning involves complex and multi-dependent functions.
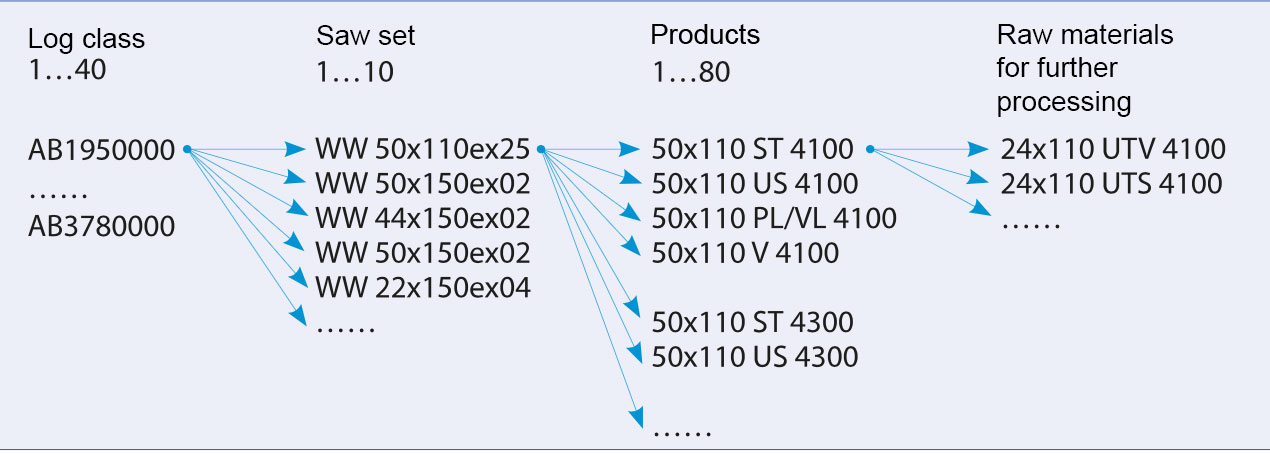
Sawmills typically have around 50 different log grades that can be sawn in 1–10 different sawing patterns.
One pattern can produce up to 80 different products. If you include further processing where one process can have up to 10 different raw material options, you end up with a number of dependencies that cannot be managed with any kind of system based on the human mind.
Different kinds of software has been developed to assist the production planning.
There are many different off-line tools available for production planning. These will calculate the best possible plan using the given initial values and optimise the result according to the parameters provided by the user.
Online optimisation tools have been developed that learn the pattern/end product/matrix and give a global optimum result while considering the relevant production-, sales- and raw material flow-related limitations.
Production planning programmes are a part of the overall production systems at most of the mills.
Saw model
The tool for long-term planning is saw model, which merges together the available raw material, actual sawing process, fixed contracts and the possibilities of further sales.
Raw material data is normally based on previous year’s actual data.
If there are changes expected in the species or log sizes for the planning period then these are taken into account in the production planning. Sales are assessed according to market areas, countries and biggest customers.
Basic data for saw model consists of:
- Available log volume divided by species and log classes
- Saw sets used in the production
- Machinery’s blade thicknesses
- Yields and by-product volumes
- Sales prices for sawn goods, sawdust and chips
- Production efficiencies at each mill, from grading to packaging
- Utilisation of sawing capacity and the total capacity
- Raw material costs and production costs
As a result of saw model one gets:
- Volumes of sawn goods, sawdust and chips within the cutting period
- Sawn goods volumes per each dimension and their quality yields and value
- Value of sawdust and chips
- Number of logs sawn in each log class
- Profit margin per sawn m3
Most important factor affecting the saw model result is the accuracy of keyed in data.
With saw model the mills can study the long-term sawing plans and also the effects of possible investments on the profitability of the operation.
When planning the log sorting one can design and compare the effects of various top diameter combinations, too.
It is important to note that there are also differences between pine and spruce, which must be taken into account with production planning. For instance, in pine the different parts of the tree vary, whereas spruce is from the quality point of view more homogeneous, which makes the log length and diameter more important.
Saw simulator
Saw simulator is used for the mid-term production planning. The simulator is a computer programme which calculates the volumes and value of sawn goods, chips and sawdust in the sawmill process.
Logs are shown in the programme as cones. Factors used to depict these are the length, top diameter, volume and how tapered or bent the log is.
Furthermore, one needs for the simulation process the top and bottom diameters of each log class. This data can be collected from the log sorting measuring unit, which gathers information from sorted logs to the sawmill system.
Other parameters requires are:
- Number of centre cut pieces (“ex log”)
- Number of sideboards
- Thickness of saw blades
- Green/unkilned measurements of sawn goods
- Allowed wane in sideboards
- Yield percentages of centre cut pieces and sideboards
- Quality yields
- Price data for sideboards, centre cut pieces, chips and sawdust
- Minimum length for sawn goods
- Average bark percentage
- Average tapering of logs
Saw simulator is a tool for the production planner, with which he makes the production plan for the cutting period.
By simulating several saw sets and sideboard models he can decide optimal saw set models by being able to compare the profitability of different saw sets with each other. Especially when planning unusual and non-standard dimensions the simulator helps to optimize their profitability.
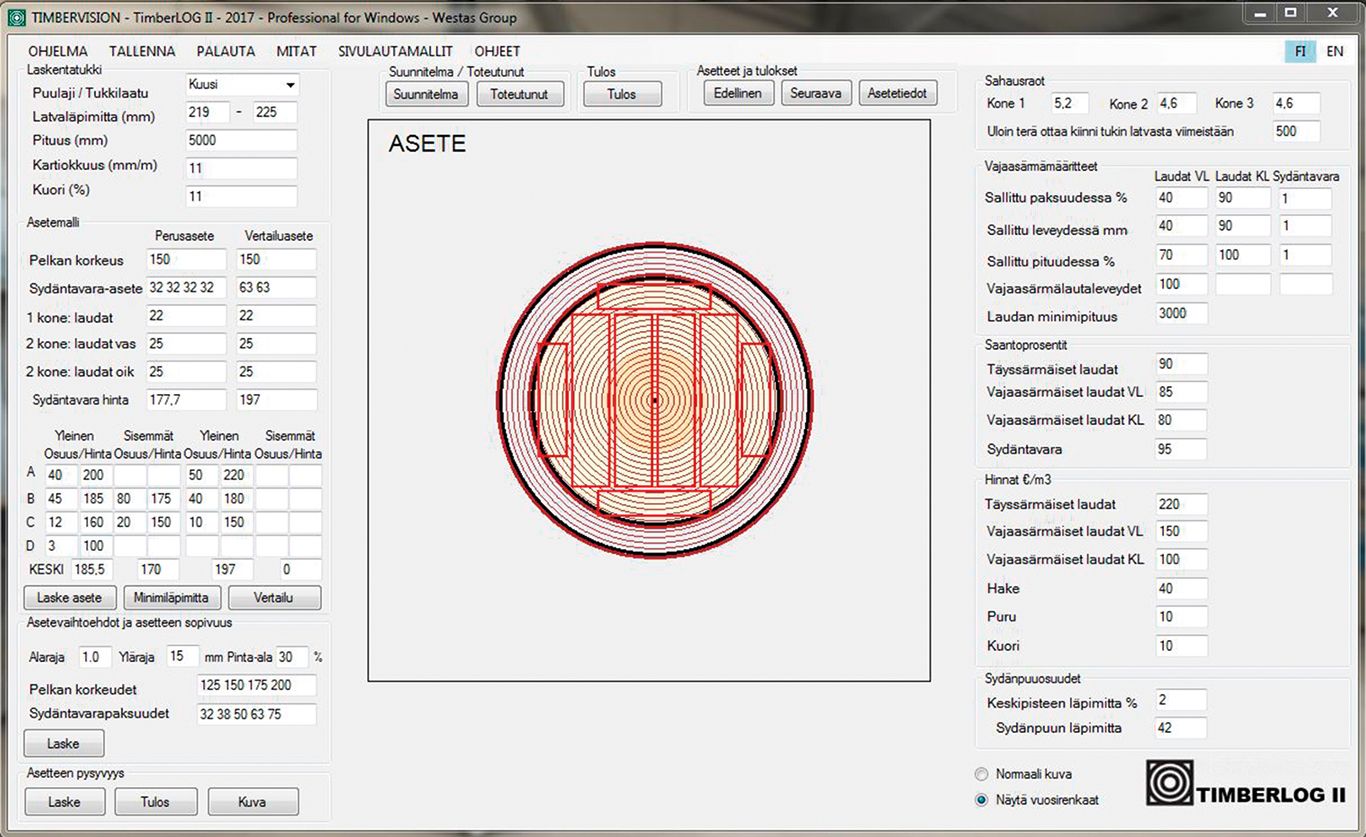
Saw set model, in which a 220mm top diameter and 5m long spruce log is cut into 4 x 32x150mm centre cut pieces, with 22 and 25mm sideboards. Sawblade thicknesses (i.e. gaps) are in the 1st machine 5.2mm and in 2nd and 3rd machines 4.6mm. Saw simulator view shows also among other things wane definitions, and prices for sawn timber, chips and sawdust.
Mallisahausasete, © Westas Oy
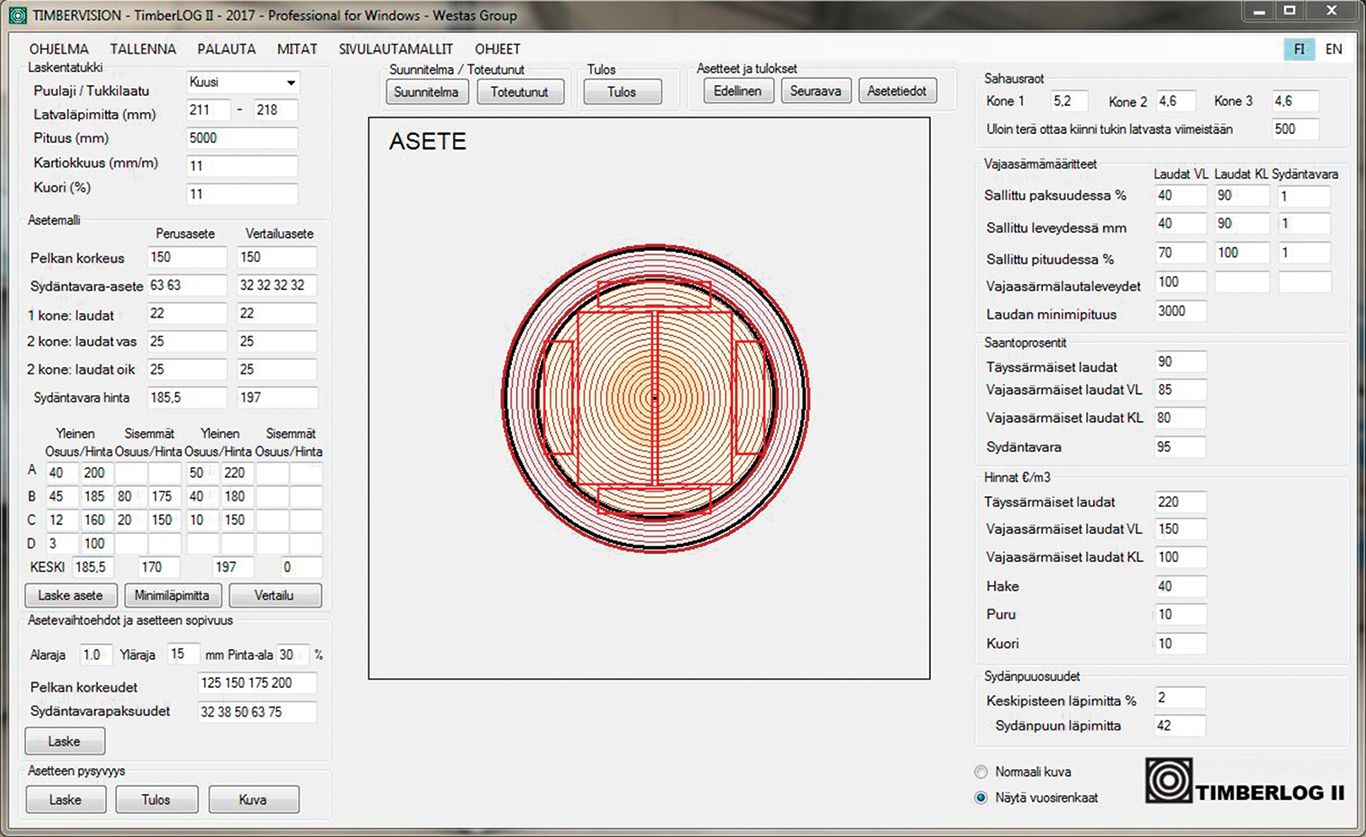
 Comparison to the picture above. This saw set cuts from the same log 2 x 63x150mm centre cut and 22 and 25mm sideboards.
Comparison to the picture above. This saw set cuts from the same log 2 x 63x150mm centre cut and 22 and 25mm sideboards.
© Westas Oy
Factors affecting the yield
Sawmill processes include many factors that affect yield.
The effect of individual factors is relatively small, usually one or two percent, but the cumulative effect can be considerable. For example, an error of one millimetre in the top diameter of a log can result in a loss of EUR 300,000 per year in raw materials provided that the sawmill processes 650,000 cubic metres of logs per year.
The factors affecting yield include:
- Properties of the raw material,
- diameter
- straghtness
- warp
- taper
- ovality
- Features of sawing machines or sawlines, such as a movable saw assembly or mechanical restrictions
- Repeatability of the log’s scanning before the sawing machine or sawline
- Movement of the log during scanning
- Calibration of the log scanner and condition of the scanner heads
- The speed of the log scanner’s optimising process.
- The log is constantly travelling along the process line, and there is limited time for optimising before the log is fed into the sawing machine.
- Log rotation and positioning and limitations set by the sawing machine to the infeed position of the log.
- The condition and functions of tools.
- Cant scanning.
- Requirements set for products concerning wane.
Identification of logs
Production planning is increasingly heading towards more real time controlling of the entire production chain.
Improved transfer of data and more accurate measuring systems pave way to a system, which maximizes the value yield of the production as well as volume yield, at the same time improving the customer focus of the operation.
Instead of shipping big bulk cargoes, the mills are now delivering smaller contracts, also with trailers and containers. Alongside the traditional basic dimensions there is an ever-increasing number of customer specific sizes, qualities and lengths.
This change has also led to changes in the raw material procurement. When the logs are cross cut the end-product length requirements of corresponding sawn goods are taken more into account. Based on customer-specific demands for qualities and lengths the production planner orders a sufficient volume of required logs for each top diameter from the Forest Department. These logs are then kept separate from the normal falling logs in the transport chain.
RFID-tag or ”recognition DNA” for the logs
There have already been trials of identification of individual logs. This is done either by attaching the logs with a RFID-tag, or by determining a ”recognition DNA” for the logs.
RFID (Radio Frequency IDentification) is a system, which is used for the tracking and reading of goods. In the sawmilling industry, one can add more information to the RFID tag as the log progresses through the transport chain. Experiments have also shown that the RFID data can also be easily retrieved in the sawline. The cost of tags, however, has been a hinder for a wider use of RFID in the sawmilling industry.
The DNA recognition of logs is based on measurable factors such as top diameter, bottom diameter, length, volume, tapering and Xray-based measurement of density.
When the data has been retrieved form the log sorter, the measuring system before the sawline can recognize the individual log. This log can then be sawn – sawline permitting – individually in such a way that the right cutting position (taking into account possible bend etc) and optimal sawset for that log is read from the sawmill’s IT system.

