People often talk about the equipment on the ground floor when referring to the by-product management line below the sawline. Those equipment includes chippers, screens and related conveyors.
The most significant by-product economically is the chips used by the pulp industry as they bring the highest share of sales revenue.
Chippers
The surface material created by the sawing process is chipped by a chipper. Trimmings, sticks and broken pieces also end up in the chipper.
If the sawline includes a chipper canter, the produced chips can be directly screened into pulp chips and sawdust. Some screens can also separate needles.
When choosing the right chipper, factors to consider include the quality of the chips produced, capacity, feeding method and reliability.
Sawmills use both drum chippers and disc chippers.
Drum chippers have the cutting knives fixed on the outer surface of a steel drum that rotates inside the chipper’s frame. The drum firmly fixed with bearings rotates the cutting knives against a counter-knife that is part of the knife assembly on the chipper’s frame. Drum chippers suitable for sawmills have diameters between 800 and 1,000 mm and they have 2–6 knives. The amount of chip produced is 50–200 m3/h.
Drum chippers can be equipped with a chute feed or a separate feeder.
In the chute feed model, the material to be chipped falls freely into the chipper from above. In the feeder model, the infeed spout is horizontal and consists of chain-operated upper and lower feeder rollers that feed the material into the chipper.
The rollers are made of steel and have spikes or serration. The pressure and release of the rollers has an automatic adjusting system that operates either hydraulically or pneumatically. The length of the chip can be altered by adjusting the speed of the feeder rollers.
Disc chipper knives are attached radially on a flat flywheel. In the chipper models used in sawmills, the diameter of the flywheel is typically 1,000–3,000 mm. Disc chippers can also be equipped either with a chute feed or a separate feeder.
In both models, the chips produced fall onto a conveyor below that takes the chips to a screen. The conveyor can be a belt, vibrating, screw or tubulator conveyor.
Finnish sawmills most commonly use chippers by the Finnish company Heinola Sawmill Machinery Inc. or the Swedish company Bruks Ab.
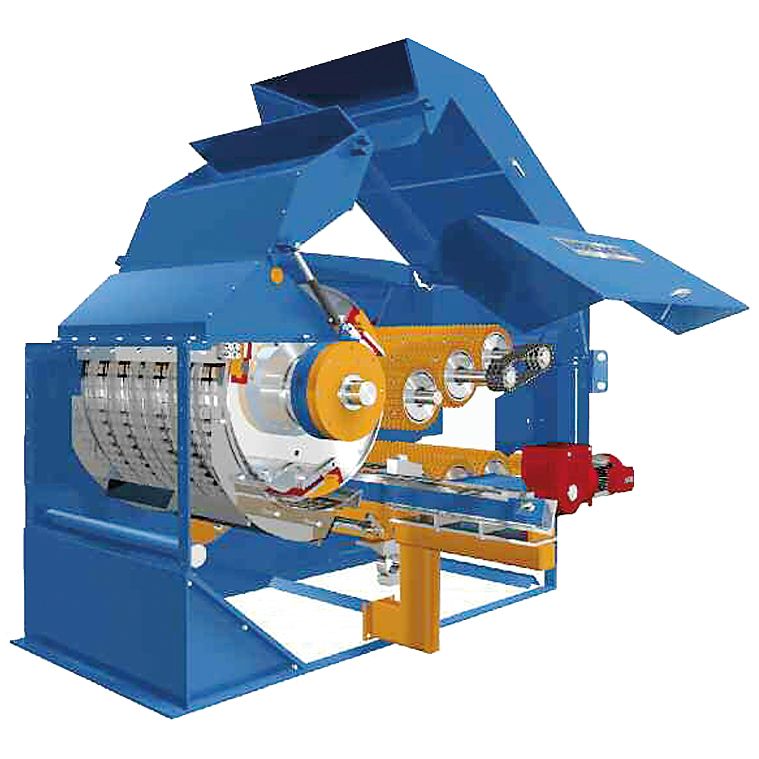
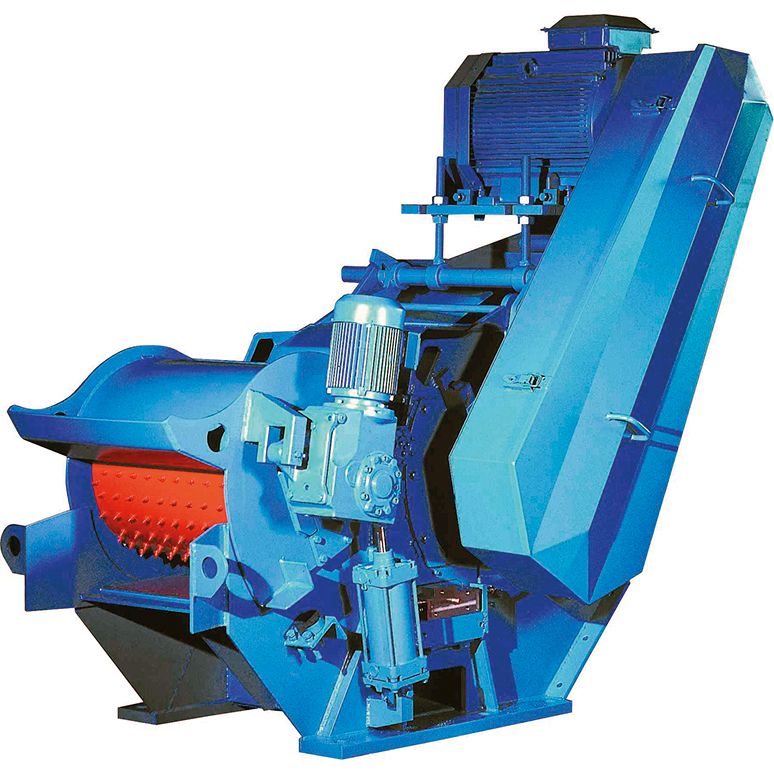
Drum chippers used in sawmills. © Bruks AB ja Heinolan Sahakoneet Oy
Screens
In order to produce even quality chips, the chips and sawdust must first be screened to separate sawdust that is too fine from the better-quality chips. Oversized material is also screened out.
Screens can be divided into the following categories based on their method of operation:
- Disc screens
- Roller screens
- Drum screens
- Rotary screens


Screening station and rotary screen. © Nordautomation Oy
Properties of the rectangular screens:
- The rectangular screen is one of the most common screens in sawmills.
- A rectangular screen is a structure supported by wires. A rotating eccentric weight and its set rpm create an ideal sideways movement.
- The screen body has three perforated layers that are at 5–10 degree angles.
- The area of the perforated layers, i.e. the size of the screen, is determined by the amount of material screened.
Screening methods:
- Chips and sawdust are fed onto the screen’s feeder where the material will fall onto the first layer. The layers are perforated so that the upper layers have bigger holes and the lower layers have smaller holes. The diameter of the holes on the first layer is usually 35 mm, 18 mm on the second layer and 10 mm on the lowest layer.
- Chips and sawdust of an acceptable size fall through onto the next layer while the oversized chips and sticks are redirected to the chipper. From the second layer, the accepted material travels onto a conveyor that takes it to a buffer storage silo. The sawdust that came loose and was separated from the chips will fall through onto the next level from where it will also be taken by a conveyor to a buffer storage silo.
- The disc screen structure is based on parallel axes that have discs fitted onto them. The axes and discs rotate in the same direction driving the screened chips forward. The gaps between the overlapping discs determine which material is too fine, acceptable or oversized.
- Roller screens operate under very similar principles to the disc screen. In roller screens, parallel rollers drive the material forward and the different sized pieces are separated using the surface grooves on the rollers and the gaps between the rollers.
- In drum screens, the screened material is fed into a rotating drum. The drum is made of a perforated plate or mesh which is used to separate the different sized materials.
- In order to ensure the even quality and compliance with requirements of the chips to be sold, sawmills need to use a test screen from where samples are inspected regularly. The proportion of bark in the chip material is also inspected.

