The cant sawing
Cant sawing is the most common sawing method in the Nordic countries. Cant sawing is traditionally done is two stages:
- First, two sides of the log are chipped and a set number of side boards and schaalboards are sawn off.
- The remaining cant is then turned 90 degrees and the sides are chipped and resawn to saw off side and edge boards as well as a set amount of centre yield.
From the point of view of process management, cant sawing is well suited to profiling sawing machines and older chipper canters in the sawline.
Chipping the cant with a chipper canter
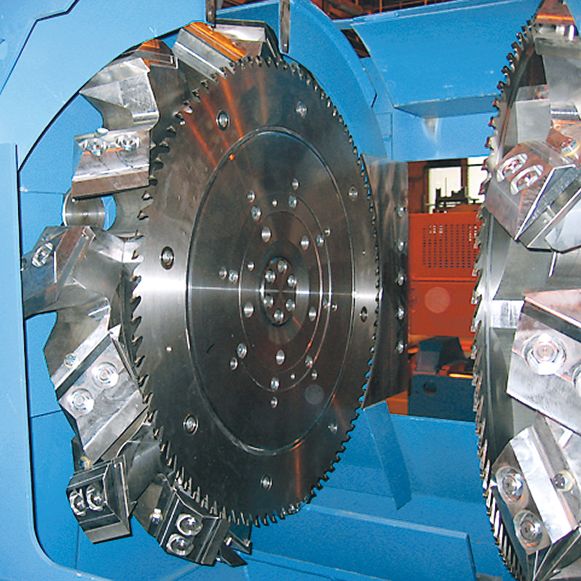
Chipper canter. © Heinolan Sahakoneet Oy
In the Nordic sawing method, the log’s surface is chipped directly into pulp chips to avoid the need to process separate surface pieces. The surface is chipped in one or two stages depending on the sawing line so that the opposite sides of the log or cant are chipped at the same time.
Curve sawing
Cant sawing also includes curve sawing. In curve sawing, the internal tension of the wood is removed resulting in good resistance to warping in the sawn pieces when halved through the heart
In this case, the centre yield middle cut in cant sawing follows the log’s pith as much as possible. Heartwood can also be removed altogether. This is called heart-free sawing.
Edging
- Wane timber, mostly side boards, can be brought to dimension by using a saw edger.
- An edger is a machine with circular blades or chipping trimmers that saws wane sections off the board or chips the sides directly into chips.
- The machine vision application of the edger optimiser optimises the volume available for the side board and instructs the saw edger to edge the board and cut it to a specific length. The grade of the board can be determined at the same time either by the machine vision application or by a grader.
- Including a separate edging unit in the production line significantly improves the flexibility of the production process.
- If the edger is in the immediate vicinity of the sawline and there is no buffer storage for edged timber, the line can soon become congested when the saw edger stops.
- If there are several edgers or edging is done in a separate unit with buffer storage, these situations can be avoided. The sawmill’s edging capacity must be in line with the maximum unedged timber production volume of the sawline.
 Saw edger.
Saw edger.
© Heinolan Sahakoneet Oy

Profile sawing
Profiling techniques:
- The width and thickness of the side boards are worked or profiled on the surface of the log or can’t before the boards are removed.
- This speeds up the handling of the boards and a separate edger is not needed.
- Profiling produces the same kind of properties and yield for the side boards as an edger optimiser.
- This method turns the sawing process into a unified and direct production line where unnecessary transverse movements of the semi-processed boards are eliminated.
- The finished timber is taken to the next stage (dimension sorting) as directly as possible.


Profiling means that side yield preforms are worked onto the log or cant before sawing them off. © Koskisen Oy
Quality of chips
Chipping the cant with a chipper canter In the Nordic sawing method, the log’s surface is chipped directly into pulp chips to avoid the need to process separate surface pieces. The surface is chipped in one or two stages depending on the sawing line so that the opposite sides of the log or cant are chipped at the same time.
- When using reverse feed where the blade rotates against the log’s direction of travel, the profiling bit starts with a chip thickness of p = 0mm towards the maximum thickness of the chip on the surface.
- When using forward feed where the blade rotates in the log’s direction of travel, the bit starts with the maximum thickness and ends up with p = 0 mm. In order to avoid tears, forward feed profiling bits are usually used.

Profiling on the cant surface using a chipping bit. © Tuomo Kauppinen, muokkaukset Antti Saikkonen
1 Cut by the first bit
2 Cut by the second bit
u Initial chip length
s Final chip length (s = u, wave length)
p Chip thickness (at the final stage p = 0 mm)

- Profiling unit.
© Heinolan Sahakoneet Oy

When a profiled cant is sawn, the can’t and blades must be positioned carefully to ensure that the preform board is cut at the right place. If the blade deviates from the profile, one of the boards will have an additional notch.
The deviation will also affect all further steps that the pro filed board undergoes within the sawline before it is finished.
Edger profiling
Side boards can be edged directly after the preform is removed from the cant using the same sawing machine.
In this method, the side boards to be removed are either brought to dimension using the edger bit located on the resaw axis
OR
edged directly after being removed from the cant at the speed of the sawline in the same unit.
This way the quality of the surface is created by the guiding round edger bit. The chips are as high quality as chips produced by a chipper canter running at the same speed. The thickness of the chip (p) never approaches zero during processing.

Edging of a side board removed from the centre yield. © Tuomo Kauppinen / Antti Saikkonen
1 Cut by the first bit
2 Cut by the second bit
u Initial chip length
s Final chip length (s ≈ u, wave length)
p Chip thickness (at the final stage p > 0 mm)
Profiling eliminates the difficult handling of preforms and allows conveyors to transfer only fully edged timber. The pre-trimming of the ends of wane timber is performed separately whether using saw edgers or a profiling sawline. This is usually done using a trimmer located around the green sorting station.
Resawing
Resawing is the final stage of can’t sawing where the centre yield is sawn into separate pieces. The pieces of timber produced by this stage produce a high yield, and the work stage is very demanding.
 In the resawing stage, the cant (on the left) is divided in line with the set sawing pattern.
In the resawing stage, the cant (on the left) is divided in line with the set sawing pattern.
© Koskisen Oy/Jefunne Gimpel ja Metsä Group/Studio Tomi Aho

Six to ten pieces are separated at one go by a circular resaw. The space required by bandsaw units normally enables the sawing of four to five pieces in the resawing stage. At this stage, the cant can still be supported enough to guarantee good accuracy.
At this stage too, it is possible to profile the side yield preform on the surface of the can’t before sawing or to edge the preforms immediately after resawing.
The resawing method can also be used as the only sawing stage. In this method, the four sides of the log are chipped, and the sawing pattern includes side yield only on two sides of the cant.
Through-and-through sawing
In through-and-through sawing, the aim is to gain the highest yield from timber, for example, for the components industry. The method is known as “preform sawing”, “stammware sawing” or “unedged sawing”.
The pieces sawn through-and-through are not edged but they are graded and dried unedged. After drying, through-and-through sawn pieces are further processed for components for furniture manufacturers, for example. Based on their grading, these pieces are further processed into knot-free or sound-knotted raw material for lamella that is used for furniture and glue boards using finger joints.
Other sawing methods
Other sawing methods are quarter sawing, grade sawing, trapeze edging, asymmetrical sawing ja component sawing.
These methods are rare in industrial scale. More links to them will be found in the end of this entity.

