
The log measuring and grading system is located at the beginning of a sorting line. © Limab Oy
The measuring system produces necessary data of each log, then grading automation converts the measuring data into steering commands for the mechanics.
The measuring and grading solutions vary case by case, depending on the mill’s production capacity and endproduct range. The greater the production capacity the more demanding requirements are applied for all stages.
There are two main needs for the log measuring
- To provide data for the log purchasing as the reception measurement as the logs come to the mill.
- For the mill’s own production needs.
Both measuring needs work independently of one another and they both have their own process logic.
The reception measurement is based on Finnish law governing the measuring of roundwood. There are, however, variables for each transaction linked to log quality and rejection principles. The measuring unit measures the logs and it also supplements the operative’s own visual assessment. The device provides necessary reports.
It is important that the logs are graded in such a way that they can be optimally utilised in the sawing process. Main variables in log sorting are the size, shape and grade.
Visual quality grading of logs
Raw material in itself is not homogeneous, as the profiles and shapes of logs vary.
With visual quality grading the operator rejects the non-conforming logs and then grades the logs to various qualities. Because there are different degrees of automation used at the mills, the visual graders’ tasks vary depending on the setup. By increasing the automation, the operator’s tasks can be reduced, which will also result in higher production speeds.
Operator’s visually determined data is combined with the measured data on log’s geometry, which as combined data results in the final decision regarding each log. Operator’s main task is to concentrate on those log properties the measuring unit cannot detect.
On simple lines the operator assesses not only the geometric quality factors but also visual quality properties like:
- knots
- rot
- blue stain
- pitch pockets
Production lines with high capacities, incorporating X-ray and 3D technologies, the operator’s role diminishes. Then his main grading tasks are to separate logs with blue stain and hard rot, which are still not reliably detected by machinery.
Geometric measuring of logs
When measuring logs geometrically the most important factors are
- top diameter
- length
- volume
Log’s shape, however, has a big effect on the sawing result. For instance, the sawing of crooked logs will result in reduced yields.
At the reception measuring point it is vital for the seller of logs to know
- the actual volume
- the grade of logs
- how much was rejected
- the reason for rejection
For sawmills the optimal situation is that the logs are graded in such a way that they will provide the best possible financial yield, taking into account the logs and combining them with optimal sawsets.
Log measuring systems and their use
 Measuring systems analyze log dimensions and quality.
Measuring systems analyze log dimensions and quality.
© Prologic+ Inc.
In an industrial setting the log measuring applications are based
- on automated measuring
- on processes.
Optical measuring systems are in wide use for geometric quality.
Logs’ internal qualities are measured with X-rays. By combining these two one gets very reliable quality data of each log.
Light curtain scanners
With light curtain meters the measuring is based on photo cell grids, against which the measurable piece forms a shadow.
A pulse decoder is used when the pieces move longitudinally.
The measuring device is suitable for:
- simple for measuring diameters
- cubic meters
- measurig lengths
3D scanners and quality grading based on geometry
3D meter’s function is based on camera and laser technology.
This method facilitates that one gets a 3D picture from the entire log. A pulse decoder is used for the measurement as the log runs along the conveyor.
Moreover, by detecting the sideways movement of the log, its longitudinal shape can be determined.
Camera technology also makes it possible to get an accurate top diameter measurement from under bark. Accurate measuring is possible when the log is not frozen and there is some bark missing in it: the method is based on comparing surface areas with and without bark.

X-ray for defining the internal quality of logs
Geometric measuring of logs can be supplemented with X-ray, which can read the internal quality of the log. This method has proven to be reliable in an industrial setting.
Principle:
- The log is pictured with a detector
- Radiation levels through a log’s are convertedbinto changes in density
- The inner grade and barkless diameter profile can be can be determined by density changes
- Because the internal quality can be measured accurately, both the reception and the sawmill quality grading can be done automatically.
Properties measured are for instance:
- the width of annual rings
- diameter of heart wood
- knots
- an average distance between knot clusters lengthwise
The measuring accuracy of X-ray increases when it is combined with the 3D technology. This is because the 3D system provides information about the shape which can be utilized in X-ray calculations.
When the exact passage of radiation in the log is known, the internal grade can be calculated more accurately. A combination of X-ray and geometric measurement provides an accurate 3D profile of the log without bark.
A correct 3D profile is especially important for the sawsets, but it provides also improved yields at the top diameter measuring.
Variation in logs’ bark content is one of the greater uncertainties in the traditional log sorting. Sometimes the bark is missing altogether from sections of a log. Because of these reasons the yields have been partly compromised. Today, the X-ray technology ensures an accurate under bark measurement of logs at all times.
Log sorting and its optimisation
Some sawmills concentrate mainly their production towards specifically ordered customer products. Some are optimising the sawing and yields, selling the production as it falls.
Both of these sawmilling philosophies – and their combinations – can be implemented profitably, but their demands for log sorting differ markedly.
- If the sawmill cuts goods against orders the log sorting will be optimised to correspond with the order book. In this case a specific volume of logs will be sorted against a certain sawset or order.
- The other option underlines the maximum utilisation of log inflow. In this case production efficient sawsets are the main principle when planning the log sorting.
Customer products tend to have specific requirements for instance for:
- knot quality
- lengths
- heart wood content.
Production from different types of logs will result in different types of end products. That must be taken into account already in the log sorting process.
Successful log sorting will have an effect on a sawmills’ yields and production volumes. Wrong grading parameters reduces the yield and it may also reduce the overall production.
Presentation of two measuring systems
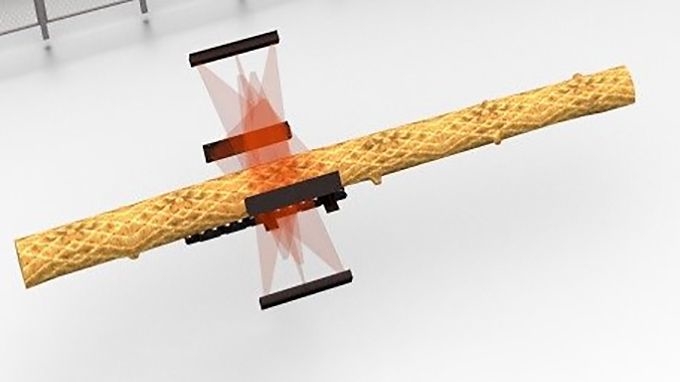
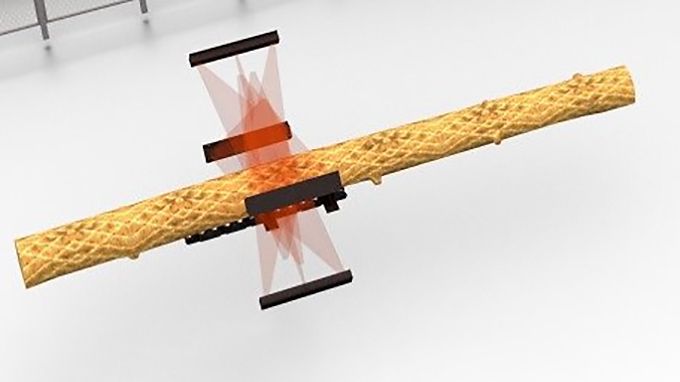
LogProfiler
 LogProfiler.
LogProfiler.
© Limab Oy

[arve url=”https://www.youtube.com/watch?time_continue=2&v=nEf5Z6Cpu8k”]
LogProfiler product family includes measuring systems for log’s geometry and internal quality.
Log measuring system combines 3D measuring, measuring from under bark and the X-ray technology. This combination facilitates that the user can concentrate on setting the log grading parameters, while the interpretation of each log’s properties is left to LogProfiler
In this system X-ray is an integral part of the 3D measuring system and the programme itself has been integrated to be a part of the reception measuring and sawmill’s sawset optimised log sorting.
Properties:
- The measuring speed is 500 pictures per second
- Cross-section at 1 cm intervals
- Measuring accuracy is +/- 0.8mm.
Technologies in use:
- camera technology,
- laser technology
- x-ray technology,
- finger print model
- motion detection
Measuring by Prologic+
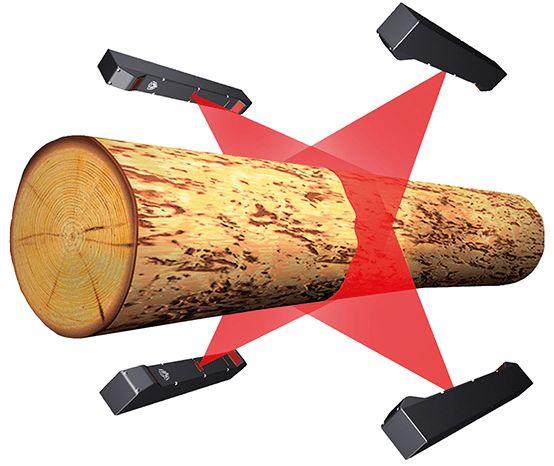 The principle of Prologic+ log scanner.
The principle of Prologic+ log scanner.
© Prologic+ Inc.
The operational principle of a Canadian system Prologic+ is as follows:
- The measuring head is equipped with a laser beam, which is reflected to the log as well as with cameras photographing the laser beam reflected on the log.
- The x and y coordinates of laser points are transferred to the computer programme.
- A group of laser points form a cross section of each measuring place.
- Measuring density varies between 170–5000 Hz.
Once all laser points are joined one gets a cross section of the entire log. This compilation of x and y coordinates forms a virtual log for the optimisation of sawset.

