Rotor debarking is the most commonly used debarking method. Rotor debarking is the least damaging method for the wood, and this makes it an excellent choice for the sawmill and plywood industries which use the more valuable parts of the trunk as the raw material.
It is the most cost-effective method when considering the volume of wood and the initial investments and operating costs of the machinery.
In rotor debarking, logs are fed into the machine one by one. This means that the size and quality requirements determine when rotor debarking is feasible or sensible. It is not sensible to use rotor debarking on trunks that are too small and/or of poor quality.
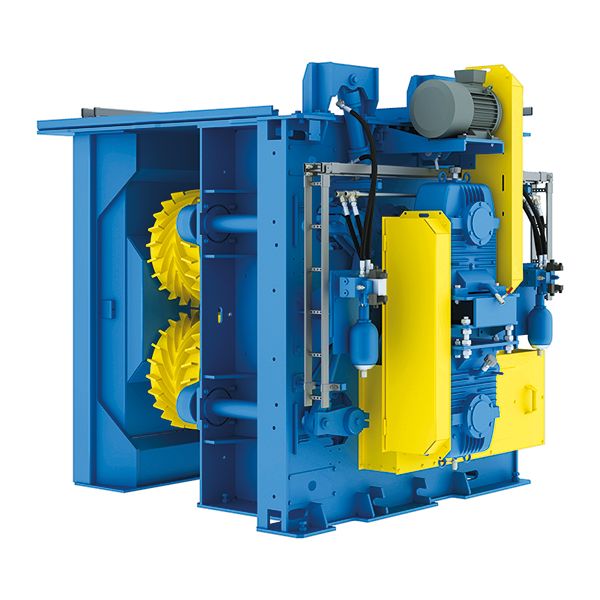
 Rotor debarking. There are two rotors presented in the picture.
Rotor debarking. There are two rotors presented in the picture.
© Valon Kone Oy

Principle of rotor debarking
- Logs travel through a rotor wheel.
- The logs are transferred forward by hydraulically pressed feedrolls that are powered by an electric motor.
- The rotor wheel is mounted on a fixed rotor frame by a ball bearing. The diameter of the bearing depends on the rotor size but can be up to 110 cm.
- There can be 1–2 debarking rotors in one machine depending on the required capacity and finish.
- Normally, the rotor wheel has six debarking tool tips that are pressed against the log’s surface either using a hydraulic or pneumatic application.
- The tool tips fixed on the turning rotor peel off the bark down to the vascular cambium layer on the log fed through the debarker.
[arve url=”https://www.youtube.com/watch?v=el0gKnCvO9w”]
[arve url=”https://www.youtube.com/watch?v=MEyXDlQb5TY”]
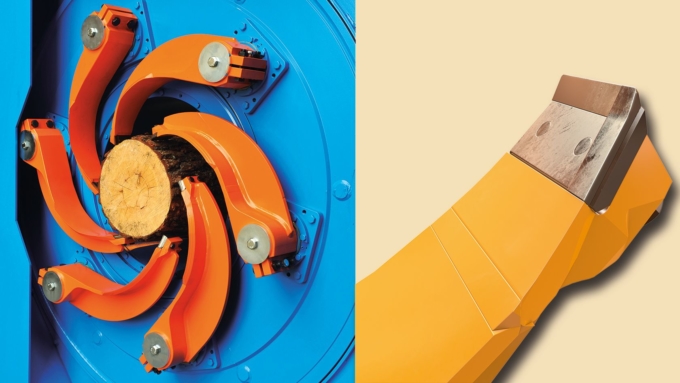 VK tool tip and arm.
VK tool tip and arm.
© Valon Kone Oy

 Cambion Camtool tool tip.
Cambion Camtool tool tip.
© Söderhamn-Eriksson AB

Calculated tool coverage
In rotor debarking, the machine’s capacity is based on how fast the logs can be fed through the debarker. The machine’s maximum feeding speed is determined by the calculated tool coverage .
- The diameter of the rotor ring is determined by the diameter of the bearing used to fix the rotor pulley. This again affects the bearing’s rotation speed.
- Depending on the diameter, the bearing’s rotation speed is between 200–350rpm.
- The calculated tool coverage can be calculated using the following equation: rotor rpm × number of tool tips × width of the tool tip.
Today, the feeding speed in single-rotor debarking is max. 120–130 m/min or 140–150 m/min in double-rotor debarking.
Loading and centring logs into the debarker
A centring infeed conveyor is often installed at the front of the debarker. This will guide the logs precisely into the debarker’s infeed line and ensure that the logs remain in place as they enter the rotor. These are basic requirements for a high-quality debarking result and for preventing damage.
The significance of the centring conveyor can be seen especially when logs are fed in at high speeds. The role of the conveyor is to settle the log before the actual debarking. In modern sawmills, logs are often fed into the debarker log-to-log. This only highlights the importance of the centring conveyor.
Centring infeed conveyor
The centring infeed conveyor makes it easier to feed crooked logs or logs of poor quality because the conveyor reduces the risk of these logs getting stuck inside the debarker.
 Centring VK infeed conveyor.
Centring VK infeed conveyor.
© Valon Kone Oy

The infeed conveyor centres logs both vertically and horizontally (X–Y centring).
- Centring is done using a trough and a press flap and press roll, which places pressure on the log.
- When the log enters the infeed conveyor, the flap is attached to the trough.
- With the help of photo cells installed in front of the infeed conveyor, approaching logs are identified and advancement on the conveyor is followed by the counting of pulses.
- Before the log hits the flap, the trough descends hydraulically, at which time the flap linked to the trough rises.
- The length of the opening time is determined by the log diameter and feeding speed.
- Once the log end has passed the central point of the press roll, the trough is released to rise back towards the infeed line, at which time the flap/roll presses on the wood pressing the log against the conveyor chain.
- The flytes of the conveyor are designed so that they push the log into the debarker while preventing it from moving sideways.
Feeding logs through the debarker
Feedworks ensure that logs are taken through the machine and that they stay in place during debarking. This is why the feedworks have such a major significance for achieving optimal debarking results and minimising damage on logs and maintenance costs.
- Logs are transferred through the machine by hydraulically pressed feedrolls.
- Depending on the manufacturer, the feedrolls press the log from two or three directions. In the debarkers by the Finnish manufacturer Valon Kone (VK), the feedroll mechanism presses the log from two directions (up and down) while the Swedish Cambio debarkers use feedrolls set at a 120-degree angle that press the log from three directions.
- The feedrolls are connected by connecting rods.
- When the log approaches the debarker, the feedroll mechanism opens symmetrically in relation to the infeed line and centres the log into the middle.

- VK frame with debarking rotor.
© Valon Kone


- Feedroll module on the power transmission side.
© Valon Kone

Cambio 680 frame and rolls © Söderhamn-Eriksson AB
Both manufacturers use a hydraulic system to create the pressure of the debarker feedrolls. In the VK debarker, each pair of feedrolls (upper and lower roll) has its own hydraulic cylinder. In Cambio debarkers, one hydraulic cylinder is used to press three feedrolls at a time. The pressure is transferred into each roll through a mechanism that connects them.
VK feedrolls are equipped with an active hydraulic system which produces suitable pressure with the help of a hydraulic powerpack.
The feedroll pressure has two phases:
- As the log enters the debarker, the feedroll pressure is lower (holding pressure)
- When the log is between the rolls, the machine automatically shifts to a higher pressure (working pressure). This feature is called Soft Opening and it requires the log feed to be constantly monitored.
Proportional valves connected to the active hydraulic system allow the pressure of the feedrolls to be adjusted incrementally. Each pair of rolls has its own proportional valve which activates automatically each time a log enters the rolls and the working pressure is engaged. The debarker operator can use the control panel to select a pressure level to suit the conditions.
VK debarkers use double-angle feedrolls whose “hourglass” shape helps to secure the log at the centre of the machine’s infeed line. Teeth inserts on the feedrolls prevent the log from spinning during debarking. Different insert models are available, and they are chosen according to conditions (green/dry or unfrozen/frozen timber).
VK feedrolls can also be equipped with spiked inserts. In the new feedroll models, inserts are fixed with screws so the worn-out inserts are easily replaceable.
In the Cambio debarker, the feedroll is a straight cylinder that has large spikes welded onto its surface.
The power for the debarker feedrolls comes from electric motors. Power transmission solutions vary between manufacturers.
- In VK debarkers, power is transmitted to the feedrolls using a worm gear. The gear is connected to the feedroll via a cardan shaft. The power is transferred from the electric motor to the gear using V-belts. One electric motor always drives two gears.
- In Cambio debarkers, one electric motor drives the drive shaft for three feedrolls using a roller chain. Traction for the feedroll comes from an angle gearbox.
Removing the bark
Debarking rotors come either with hydraulic and pneumatic pressure for debarking tools.
Valon Kone is the only manufacturer that offers both technologies in their rotors. The original Valon Kone debarking method is based on hydraulically produced pressing power, which is transferred to the debarking tools through a tool spring. Each debarking tool has its own hydraulic cylinder, which is mounted through a crank in the spring in the tool shaft end. The tool pressure is adjusted with a separate hand pump by adding or reducing the spring tension. The cylinders are mounted in the same hydraulic circuit, so the tension of all springs and the pressure of all debarking tools is adjusted simultaneously.
Cambio debarkers produce tool pressure pneumatically. The debarker has air bellows instead of hydraulic cylinders. In the Cambio rotor, the bellows are mounted directly on a crank that is fixed on a steel shaft and so tool springs are not needed. Similar to the VK rotor, Cambio’s tool pressure is adjusted with a hand pump by adding or reducing the amount of air in the system.
Closed system
Both systems are closed systems , which means that the adjusted tool pressure is continuously on and changing the pressure is only possible when the rotor is inactive. Moreover, logs cannot be left inside when the rotor is turning but the machine must always be empty before feeding is stopped.
Active system
The debarker pneumatic tool pressure solution can also be an active system where air pressure is brought in from the outside. This is possible using a separate Air Seal structure. The debarking rotor is connected to the air pressure system of the sawmill and air is taken through the Air Seal structure to the rotating rotor wheel and tool cylinders mounted on it.
The benefit of an active system over a closed system is that you can adjust the amount of compressed air without having to stop the rotor. It is also possible to stop a log inside the machine while the rotor is turning because the compressed air in the cylinders can be released through logic-controlled valves.
When the rotor equipped with an active pneumatic system is running empty, there is just enough pressure in the tool arms to keep the tools in a closed position (i.e. holding pressure). As the tool arms are just about to climb onto the log, air pressure is added to the tool cylinders through an air seal so that the tools’ pressure level rises to the actual debarking pressure level. When the log leaves the debarking tools, the extra air pressure is released and the system returns to the holding pressure level.
The Finnish company Valon Kone and the Canadian company Nicholson are the only manufacturers that offer the Air Seal debarking rotor.
[arve url=”https://www.youtube.com/watch?v=Iyz-nP1uUp4&feature=em-share_video_user”]

